

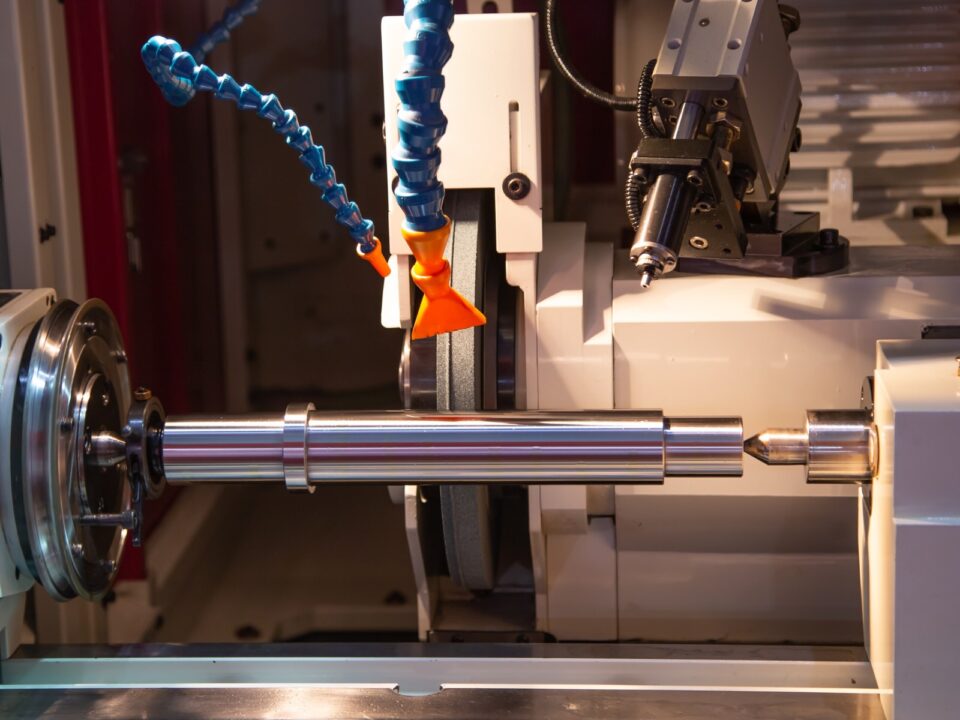
Nel mondo delle lavorazioni meccaniche di alta precisione, il concetto di tolleranza è la chiave che separa un componente conforme da un potenziale scarto. E tra tutte le lavorazioni, è proprio la rettifica a rappresentare il passaggio più delicato e determinante nel raggiungimento di precisioni micrometriche.
L’essenza della rettifica di precisione
Che si tratti di alberi, bussole, superfici piane o ingranaggi, ogni particolare lavorato ha una tolleranza dimensionale, geometrica o superficiale da rispettare. E qui entra in gioco la rettifica di precisione, che deve saper coniugare rigore geometrico, scelta degli utensili, controllo termico e condizioni macchina perfette.
Vediamo ora come si definiscono le tolleranze nella rettifica, da quali fattori dipendono e quali strategie adottare per garantire qualità e ripetibilità.
cosa si intende per tolleranza nella rettifica
La tolleranza, in ambito meccanico, rappresenta il campo entro cui una dimensione può variare rispetto al valore nominale previsto dal disegno. Nella rettifica, questo range è spesso nell’ordine dei micron, e coinvolge non solo diametri o lunghezze, ma anche:
-
forma (rettilineità, planarità, rotondità)
-
posizione (concentricità, parallelismo)
-
rugosità superficiale
Per esempio, un albero cilindrico può essere richiesto con una tolleranza H6, pari a 0/+9 micron per un diametro 50 mm. Una rettifica con scostamento di 12 micron renderebbe il pezzo fuori specifica. Ecco perché la rettifica viene spesso definita come la lavorazione delle micromisure.
Da cosa dipendono le tolleranze nella rettifica
Raggiungere una precisione micrometrica non è frutto del caso. La rettifica di precisione si basa su un equilibrio di variabili che vanno tutte controllate:
macchina utensile
La stabilità meccanica, la geometria degli assi, la qualità dei mandrini e dei supporti influenzano direttamente la geometria del pezzo. Una macchina non revisionata o soggetta a vibrazioni non potrà garantire tolleranze strette.
abrasivo e mola
La scelta della mola abrasiva, la sua condizione e il modo in cui viene ravvivata sono determinanti. Una mola intasata o non bilanciata genera errori di forma e dimensione, anche impercettibili all’occhio ma devastanti al collaudo.
parametri di taglio
Velocità di rotazione, avanzamenti e profondità passata devono essere impostati in funzione del materiale, della mola e dell’obiettivo. Eccessi di carico causano dilatazioni termiche, bruciature e variazioni dimensionali.
sistema di bloccaggio
Un serraggio scorretto può deformare il pezzo, introducendo errori invisibili a monte e irreversibili a valle. Serve attenzione estrema nella progettazione e nell’uso delle attrezzature.
temperatura e stabilità ambientale
La variazione termica è nemica della precisione. Un banco di misura a 20 °C non percepisce che il pezzo è stato lavorato a 35 °C, ma l’acciaio sì: si dilata. Anche un micron fuori tolleranza può dipendere da questo.
Come garantire tolleranze micrometriche nella rettifica
Chi lavora ogni giorno con rettifiche di precisione lo sa bene: la strategia vincente non è una sola, ma un insieme di attenzioni:
rettifica in più passaggi
Si parte con sgrossatura, poi passate intermedie e infine una rifinitura con asportazione minima e raffreddamento controllato, per evitare tensioni e dilatazioni.
controllo continuo
Durante la lavorazione, un sistema di misura in ciclo (touch probe o tastatore) verifica dimensioni e compensa in tempo reale. In alternativa, l’operatore misura manualmente dopo ogni passata.
uso di sistemi di misura metrologica
Il collaudo finale deve essere eseguito con strumenti ad alta precisione: micrometri centesimali, alesametri, profilometri, macchine di misura tridimensionali (CMM).
registrazione della deriva termica
Monitorare la temperatura ambientale e quella del pezzo permette di anticipare scostamenti. In ambienti controllati, la stabilità dimensionale è molto più facile da mantenere.
Quando servono tolleranze micrometriche
La rettifica di precisione non è necessaria su tutti i componenti, ma diventa imprescindibile in ambiti come:
-
aerospaziale
-
medicale
-
automotive ad alte prestazioni
-
robotica
-
oleodinamica
-
mandrineria di precisione
Componenti come valvole, camme, pistoni, alberi motore, richiedono accoppiamenti perfetti. Anche un decimo di millimetro può compromettere la funzionalità.
Le tolleranze nella rettifica non si gestiscono solo con macchine e strumenti. Serve un operatore consapevole, attento ai minimi segnali, capace di leggere il comportamento della mola e del pezzo in ogni passata. Serve l’esperienza. Serve una cultura della precisione che si trasmette negli anni, non solo con la teoria ma con la pratica quotidiana.


{kind=link}
{kind=link}
{kind=link}