

Nel cuore di ogni impianto produttivo, pompe, presse, compressori e macchine industriali lavorano a ciclo continuo sotto sollecitazioni elevate. E quando un componente chiave come il cilindro comincia a mostrare segni di cedimento — usura, ovalizzazione, perdita di pressione — la produttività è la prima a pagarne il prezzo. In questi casi, la rettifica cilindri industriali si rivela una soluzione strategica, economica e sostenibile.
A differenza di quanto si crede, la rettifica cilindro nel contesto industriale non riguarda i motori di auto o motociclette, ma si applica a cilindri di grandi dimensioni realizzati in acciaio, ghisa, alluminio o leghe speciali, spesso inseriti in sistemi idraulici e pneumatici dove precisione e tenuta sono fondamentali.
Rettifica cilindri: cos’è e quando serve davvero
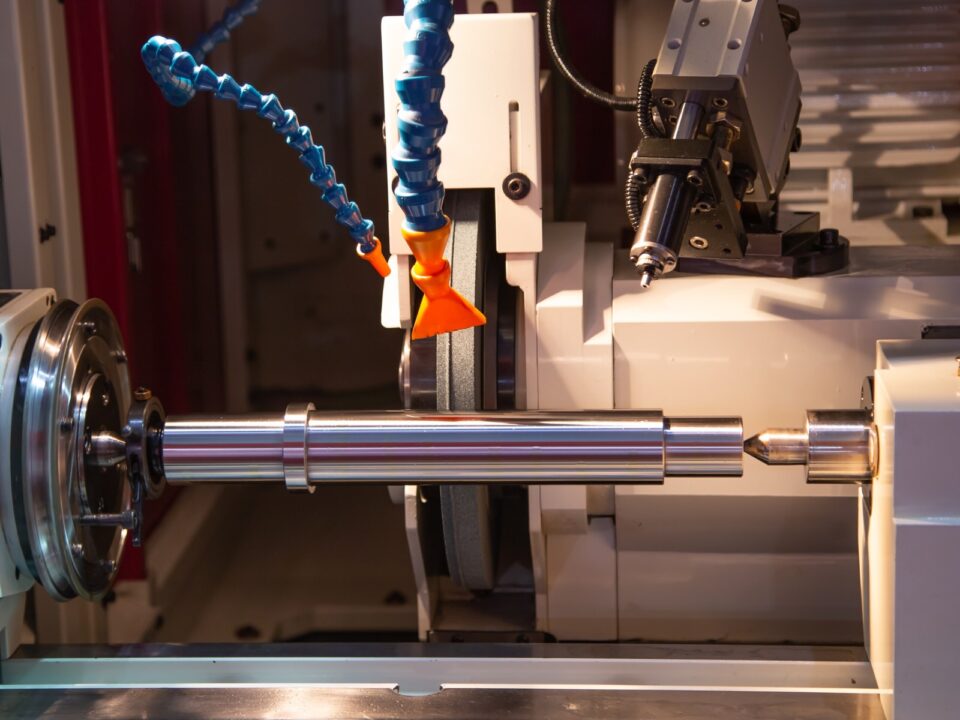
La rettifica cilindro è una lavorazione meccanica ad alta precisione, eseguita con macchine utensili specializzate chiamate rettificatrici cilindriche. Lo scopo è ripristinare la geometria originaria di una superficie cilindrica interna o esterna, riportandola alle specifiche tecniche originali. Parliamo di tolleranze centesimali e finiture superficiali che devono garantire non solo efficienza, ma anche durata e sicurezza.
Quando si rettifica un cilindro? I segnali d’allarme sono chiari: usura irregolare, rigature, perdita di tenuta, microfessure, deformazioni dovute a surriscaldamenti o vibrazioni. Un esempio concreto: un cilindro idraulico che perde pressione può mandare in crisi un’intera linea produttiva. La rettifica permette di intervenire in modo mirato, evitando la sostituzione completa del pezzo e riducendo drasticamente i costi di manutenzione.
Più efficienza, meno sprechi: i vantaggi della rettifica
Rettificare un cilindro significa recuperare funzionalità, ridurre attriti, contenere dispersioni di energia. In altre parole, migliorare le prestazioni della macchina e prolungarne la vita operativa.
Un cilindro usurato tende a generare attrito, surriscaldamento, vibrazioni. Tutto questo si traduce in inefficienza, consumi più alti, rischio di guasti improvvisi. Con la rettifica, si evitano fermi macchina costosi, si migliora la scorrevolezza e si garantisce una perfetta tenuta di fluidi o gas compressi.
Non va trascurato nemmeno l’aspetto della sostenibilità. Intervenire con una rettifica invece che sostituire l’intero componente significa ridurre gli scarti, limitare il consumo di materiale grezzo, allungare il ciclo di vita dei componenti e contribuire a una produzione più responsabile.
Come si rettifica un cilindro industriale
Il processo è articolato, preciso e richiede competenze specializzate. Tutto inizia con lo smontaggio del componente, la pulizia profonda e una ispezione metrologica accurata. Si misurano usura, ovalizzazione, presenza di rigature, cricche o altri difetti.
Se necessario, si procede con alesatura, cioè l’asportazione controllata di materiale per correggere difetti evidenti e riportare il cilindro alla rotondità. Si passa poi alla levigatura o honing, una lavorazione abrasiva che assicura la rugosità ideale per facilitare la tenuta di lubrificanti o fluidi.
Nel caso di cilindri in alluminio, si utilizzano utensili e abrasivi specifici per evitare surriscaldamenti e impastamenti. In presenza di esigenze particolari, si può applicare una lucidatura finale o un cross-honing, tecnica che crea una microtrama incrociata sulla superficie per trattenere meglio i fluidi.
Una volta terminata la lavorazione, il componente viene lavato a ultrasuoni, liberato da ogni particella di materiale residuo, e sottoposto a controlli dimensionali e visivi finali. Se il cilindro fa parte di un sistema rotante, come nei compressori o rulli di laminatoi, si esegue un’equilibratura dinamica per garantire la stabilità in esercizio.
Lavorazioni avanzate: cromatura, riporti, alesature speciali
Ci sono casi in cui la rettifica tradizionale non basta. Se il cilindro è grippato o profondamente danneggiato, si può intervenire con cromatura o ricromatura: si applica uno strato sottile di cromo duro, seguito da una rettifica di finitura. Una tecnica molto usata anche su componenti di grandi dimensioni, senza compromettere le proprietà meccaniche.
Altre soluzioni prevedono riporti tramite saldatura o spruzzatura termica, ideali in caso di erosioni localizzate. E quando il danno ha compromesso il diametro originale, si può optare per un’alesatura con incremento di diametro, abbinata all’uso di guarnizioni speciali maggiorate, mantenendo comunque la funzionalità del sistema.


{kind=link}
{kind=link}
{kind=link}