
Nel mondo della meccanica di alta precisione, la rettifica rappresenta un passaggio cruciale per garantire tolleranze minime e superfici perfettamente lavorate. Tuttavia, non esiste un’unica modalità di rettifica: due delle tecniche più diffuse e complementari sono la rettifica tangenziale e quella cilindrica.
Comprendere le differenze tra queste due tecniche consente di ottimizzare la lavorazione dei componenti e scegliere la macchina e gli utensili abrasivi più adatti. In questo articolo esploreremo nel dettaglio le caratteristiche della rettifica di precisione, con particolare attenzione alle differenze tra rettifica tangenziale e rettifica cilindrica.
Cosa si intende per rettifica di precisione
La rettifica di precisione è una lavorazione meccanica che consente di asportare piccolissime quantità di materiale da un pezzo, solitamente metallico, per raggiungere tolleranze geometriche estremamente ristrette e superfici con finiture molto elevate. Utilizza mole abrasive composte da granuli durissimi capaci di levigare con precisione micrometrica.
La rettifica è generalmente impiegata come fase finale nel ciclo produttivo di un componente meccanico, soprattutto quando si richiede un’elevata qualità dimensionale e superficiale. Le sue applicazioni spaziano dai settori dell’automotive alla meccanica di precisione, dall’aerospaziale alla produzione di stampi.
Rettifica tangenziale: caratteristiche e vantaggi
La rettifica tangenziale, detta anche “rettifica piana”, viene effettuata con mole a disco che lavorano in contatto tangenziale con il pezzo. Il componente da rettificare è fissato su un piano magnetico (o meccanico) e la mola ruota in senso orizzontale, spostandosi in avanti e indietro, mentre il tavolo si muove in traslazione longitudinale.
Caratteristiche principali:
- Ideale per superfici piane o con geometrie semplici;
- Alta precisione di planarità e parallelismo;
- Indicata per materiali ferrosi, acciai temprati e metalli duri;
- Può essere usata anche per lavorazioni su componenti di piccole dimensioni.
Vantaggi:
- Ottima finitura superficiale;
- Controllo elevato delle tolleranze dimensionali;
- Versatilità nelle lavorazioni di piccole serie o pezzi unici.
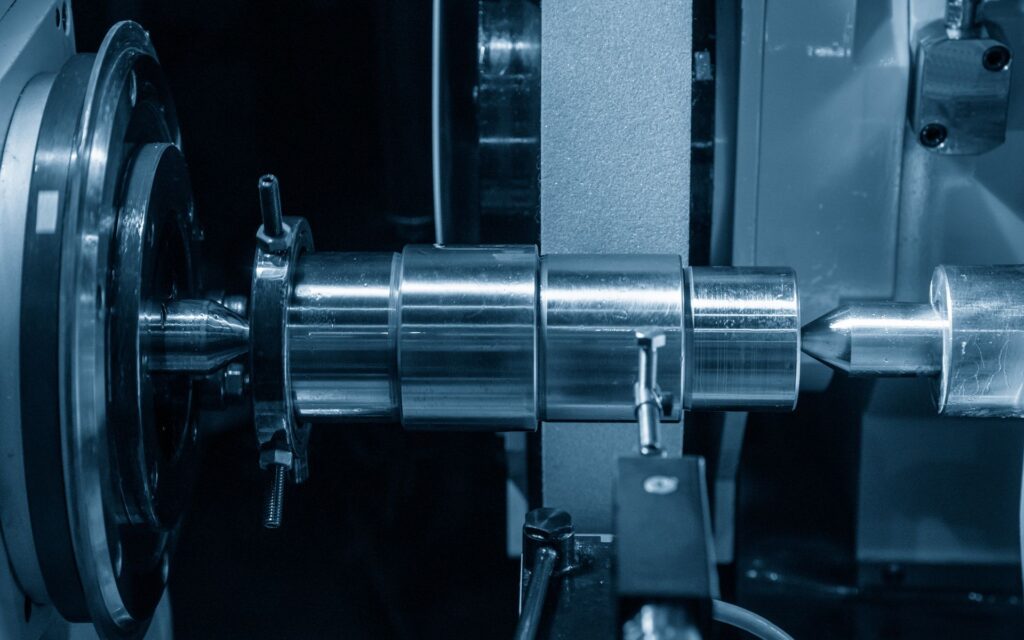
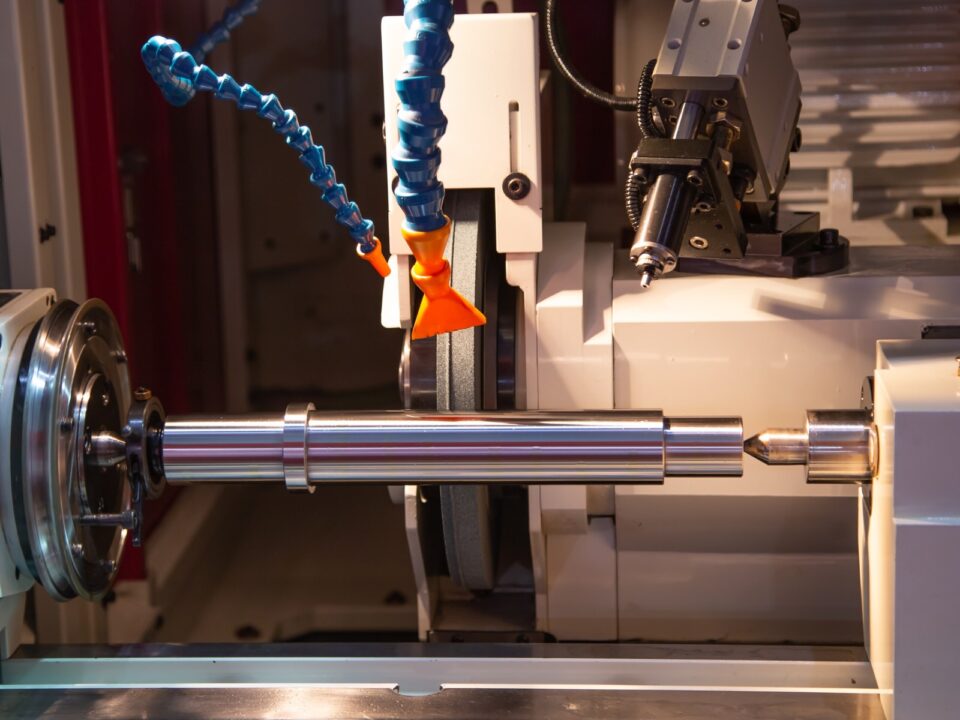
Rettifica cilindrica: caratteristiche e impieghi
La rettifica cilindrica è una tecnica utilizzata per lavorare superfici cilindriche esterne e interne. Si distingue in due principali varianti: rettifica cilindrica esterna e rettifica cilindrica interna. Il pezzo ruota su sé stesso mentre la mola abrasiva agisce lungo la superficie cilindrica.
Caratteristiche principali:
- Impiegata su alberi, bussole, perni, cilindri e altri componenti rotanti;
- Consente lavorazioni sia interne che esterne;
- Può essere automatizzata per produzioni in serie;
- Lavorazione precisa su materiali temprati o trattati termicamente.
Vantaggi:
- Precisione micrometrica anche su superfici curve;
- Flessibilità nell’adattarsi a diversi diametri e lunghezze;
- Elevata ripetibilità dimensionale.
Le differenze chiave tra rettifica tangenziale e cilindrica
1. Geometria del pezzo
La rettifica tangenziale è dedicata a superfici piane, mentre la rettifica cilindrica è destinata a superfici curve o cilindriche. La forma del pezzo è quindi la discriminante principale nella scelta.
2. Tipo di contatto mola/pezzo
Nella rettifica tangenziale il contatto è lineare e orizzontale. Nella cilindrica è puntuale e ruotante.
3. Sistema di fissaggio
I pezzi da rettificare tangenzialmente sono solitamente bloccati su piani magnetici; quelli cilindrici vengono montati tra punte o su mandrini rotanti.
4. Tipologia di mola
Le mole utilizzate nella rettifica tangenziale sono generalmente a disco piano. Nella rettifica cilindrica si impiegano mole a profilo specifico per adattarsi al diametro del pezzo.
5. Applicazioni industriali
La rettifica tangenziale è ideale per stampi, piastre, guide, mentre la cilindrica trova impiego in alberi motore, boccole, cuscinetti e cilindri oleodinamici.
Quando scegliere una o l’altra tecnica
La scelta tra rettifica tangenziale e rettifica cilindrica dipende dunque da:
- Geometria del pezzo;
- Materiale e durezza;
- Grado di precisione richiesto;
- Tipo di finitura superficiale;
- Volume di produzione.
Un’officina meccanica all’avanguardia deve saper integrare entrambe le tecniche per rispondere in modo flessibile e performante alle esigenze del mercato.
Ottimizzazione della rettifica con mole e parametri corretti
Per entrambe le lavorazioni, la scelta della mola abrasiva giusta è fondamentale. Le mole in ossido di alluminio, CBNo carburo di silicio devono essere selezionate in funzione del materiale del pezzo e del tipo di asportazione desiderata.
Parametri come velocità periferica, pressione di contatto, sistema di refrigerazione e tipo di legante della mola incidono fortemente sulla qualità del risultato finale. Per questo motivo, affidarsi a un partner esperto nella fornitura di abrasivi per rettifica di precisione è spesso la soluzione migliore per evitare scarti e ottenere performance elevate.
Vuoi migliorare i tuoi processi di rettifica tangenziale o cilindrica? Contatta il nostro team per una consulenza tecnica personalizzata.


{kind=link}
{kind=link}
{kind=link}